What Is Structured Light Profilometry?
Structured Light Profilometry is an optical profilometry technique in which striped patterns of light are projected down onto the sample to measure 3D surface topography. Also known as “VR” due a popular instrument, this method can reliably measure surface features 5 μm in height. Its wide measurement range extends beyond 10 mm, allowing analysis of both fine microstructures and larger dimensional variations. This balance makes it suitable for precision parts and large components alike.

High-Resolution 3D Scanning
High-Resolution 3D Scanning
Captures precise surface topography with vertical resolution down to ±2–5 µm.

CAD-Compatible Outputs
CAD-Compatible Outputs
Generates quantitative 3D surface data aligned with CAD models for easy comparison.

Wide Measurement Range
Wide Measurement Range
Accurately measures features from 5 µm to 10 mm across large or complex parts.
Why Use Structured Light Profilometry?
Structured Light Profilometry offers a fast, non-contact way to capture precise 3D surface data across a wide range of materials and component sizes. It delivers accurate measurements of flatness, warpage, and feature height without damaging or altering the sample. The technique’s ability to scan large areas with micrometer-level resolution makes it ideal for quality control, tooling verification, and production validation. With minimal sample preparation required, it accelerates inspection workflows while maintaining high repeatability and compatibility with CAD-based dimensional analysis.

Fast, Non-Contact Profiling
Delivers quick, damage-free 3D measurements with minimal or no sample prep.

Versatile Application Range
Works across diverse materials and geometries for R&D, quality control, and failure analysis.

Improved Dimensional Accuracy
Detects flatness, warpage, and height deviations early to ensure precision manufacturing.
Covalent’s Capabilities Offer Structured Light
Profilometry for Non‑Contact 3D Surface
Measurement

Working Principle
Structured Light Profilometry is an optical profilometry technique in which striped patterns of light are projected onto the sample at a known angle of incidence. A camera overhead captures the distortion of the bands of light due to changes in the height of the sample's surface. The measured distortions are triangulated among different patterns to generate a quantitative 3D model of the surface topography. Unique to this technique, the generated 3D model is compatible for output as a CAD overlay for volumetric comparison in process and part evaluation.
Equipment Used for Structured Light Profilometry:
Covalent uses the Keyence VR Wide-Area 3D Measurement System for Structured Light Profilometry. This advanced optical system captures instant 3D surface data in a single scan with high vertical accuracy and automated stitching for large fields of view. Its wide magnification range and long working distance make it ideal for profiling both fine microstructures and large, complex parts.
Keyence VR Wide-Area 3D Measurement System
Some key features include:
- One-Shot 3D Measurements: Capture 3D CAD surface data instantly, in a single scan.
- Automated Field Stitching: Expands X-Y coverage for larger samples.
- Wide Magnification Range: 12x to 160x for varied detail requirements.
- High Accuracy: Height ±2.5 µm, width ±2 µm in High-Mag Mode.
- Flexible Height Measurement: Up to 10 mm in Wide-Field Mode, 1 mm in High-Mag Mode.
- Automated Field Stitching: Expands X-Y coverage for larger samples.

Key Differentiators
| Property | Structured Light Profilometry |
|---|---|
| 3D Surface Profiling | Captures detailed topography, flatness, warpage, and feature heights in a single scan |
| Vertical Resolution | Measures feature heights from 5 µm up to 10 mm with ±2–5 µm accuracy |
| Sample Coverage | Single field of view up to 24 × 18 × 10 mm; larger samples up to 100 × 90 × 50 mm via stitching |
| Material Compatibility | Works with most metals, polymers, composites; coatings handle reflective or transparent surfaces |
| Non-Contact Measurement | Rapid, non-destructive scanning without sample prep |
| CAD Integration | 3D models compatible with CAD overlays for part evaluation and volumetric comparison |
| Spatial Resolution | Lateral and height resolution optimized for precision parts and microstructures |
Strengths
- Compared with other optical profilometry techniques, this technique is best suited for profiling large parts with feature heights in the 5 μm – 10 mm range.
- High vertical resolution (limit < 5 μm) with balanced lateral resolution (~5 μm).
- This instrument can quickly profile surfaces in three dimensions, with a non-contact, non-destructive method that usually requires no sample prep.
- Very long working distance (75 mm) allows for profiling odd-shaped parts, which may be difficult to fit under traditional microscopy tools with shorter working distances.
Limitations
- This tool may have difficulties with very transparent or specular reflective surfaces.
- High aspect ratio dimensions block the light source.
- Better data may be achieved using an alternate optical profilometry or electron microscopy technique, depending on the sample surface and the resolution requirements.


Unsure whether Structured Light Profilometry Is Right for You?
Structured Light Profilometry provides rapid, non-contact 3D surface mapping to measure flatness, feature height, and warpage across diverse materials for quality control and part evaluation.
Sample Information
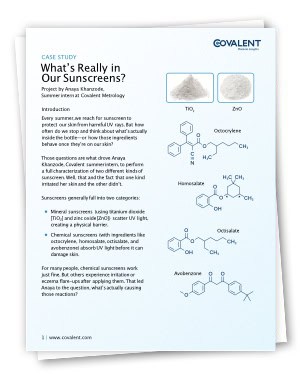
3D model output of a trapezoidal screw scanned from single angle; below is a 2D plot showing the critical dimensions of the threads.
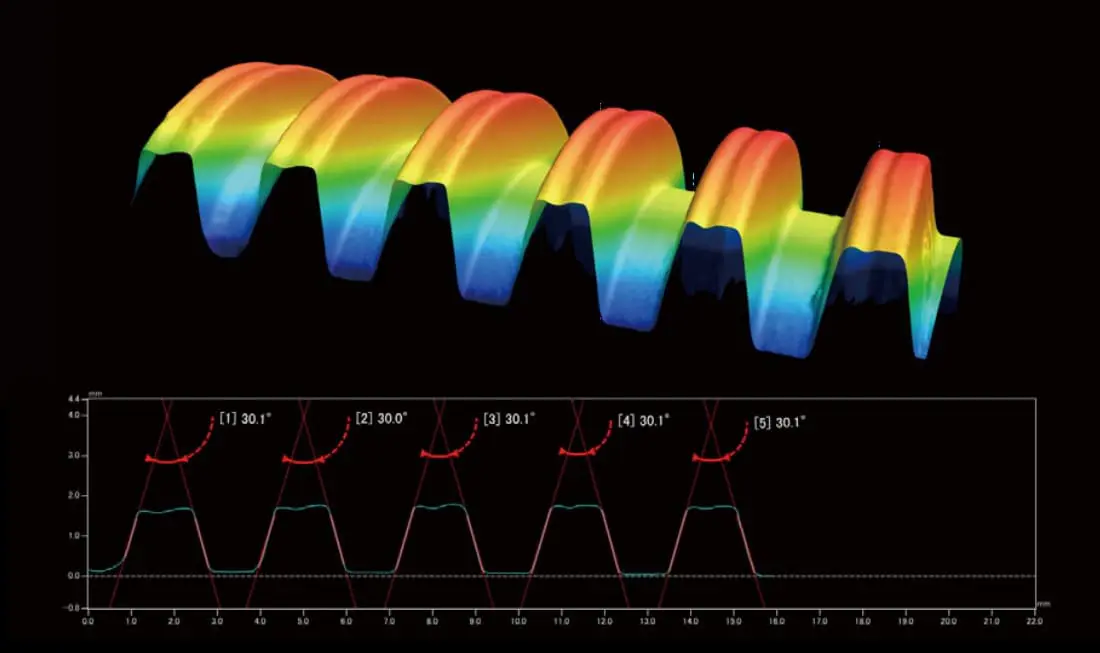
Integrated analysis of 4 different samples, showing: (in leftmost column) top‑down true‑color images; (in middle column) 3D CAD models generated from the original Patterned Light scans with variable color‑coded topographical features – including roughness (A) and total height (C); and (in rightmost column) 2D cross‑sectional plots of bump height contrasting the critical dimension of the 4 prongs in each sample.
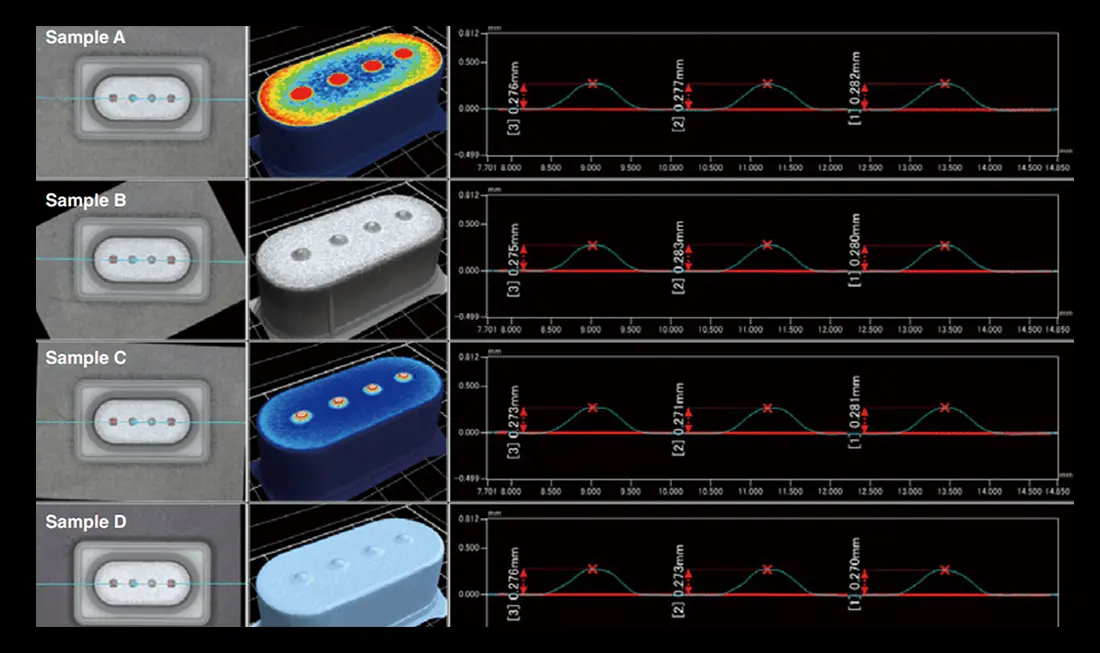
Terminal charge port connector for handheld charging dock.
What we accept:
We accept samples with minimum feature sizes of 5 μm for reliable profiling. In a single field of view, surfaces up to 24 mm × 18 mm × 10 mm can be measured. Larger samples—up to approximately 100 × 90 × 50 mm—can be accommodated using image stitching.
Use Cases

Automotive / Aerospace / Electronics
Ensure dimensional accuracy, flatness, and feature height on machined, molded, or stamped parts; detect warpage or deformation before assembly.

Additive Manufacturing and 3D Printing
Validate complex 3D-printed components non-destructively, enabling rapid iteration and ensuring parts meet design specs for medical devices, aerospace, and industrial prototyping.

Plastics, Automotive & Consumer Electronics
Inspect molds, dies, and tooling surfaces for wear, defects, or dimensional drift to maintain quality and extend tool life.

Materials Science & Surface Engineering
Study surface roughness, coatings, and micro-scale features without altering samples; support advanced materials development in nanotechnology, metallurgy, and polymers.
Semiconductor & Electronics Components
Profile PCBs, wafers, and microelectronic parts non-contactly to identify warpage, step heights, and surface defects critical for manufacturing and failure analysis.
Complementary Techniques
- Chromatic Confocal Profilometry: This non-contact optical method measures height by letting different wavelengths focus on different depths. It’s excellent for mapping large, flat samples such as wafers with high vertical accuracy.
- Laser Confocal Scanning Microscopy (LCSM): LCSM uses point illumination and a pinhole to reject out-of-focus light, enabling high-resolution 3D imaging and optical sectioning of small features and microstructures. Ideal for detailed surface work in the nm- μm height range.
- Micro-computed Tomography (Micro-CT): Micro-CT uses X-rays to generate 3D volumetric models of internal and external features. It reveals internal voids, inclusions, and density variations, ideal for failure analysis in additive manufacturing, biomaterials, and geoscience.
- Scanning Acoustic Microscopy (SAM): SAM sends focused ultrasound through a sample to image subsurface structures such as delamination, voids, cracks, and layers without destroying the sample. Widely used in materials, electronics, and composites research.
- White Light Interferometry (WLI): WLI relies on interference between reflected broadband light paths to generate nanometer-scale vertical resolution. It’s perfect for surface roughness, thin films, and fine texture analysis. (Has better vertical resolution than patterned-light or confocal methods).
Chromatic Confocal Profilometry & 3D Surface Profiling
Fast, non-contact 3D surface measurements. Explore
Laser Scanning Confocal Microscopy (LSCM)
Non-destructive 3D imaging of sample surfaces. Explore
Scanning Acoustic Microscopy (SAM)
Locates internal flaws like cracks, voids, and delamination. Explore
White Light Interferometry (WLI)
Measures surface topography with sub-nanometer vertical resolution. Explore
X-ray Computed Tomography (Micro-CT)
Non-contact, non-destructive 2D/3D images at micron scale. Explore
Why Choose Covalent for Your Structured Light Profilometry Needs?
Frequently Asked Questions
Identifying the right test can be complex, but it doesn’t have to be complicated.
Here are some questions we are frequently asked
What is the largest sample surface you can scan?
With image stitching, approximately 100 × 90 × 50 mm. For very large, flat parts (e.g. 300 mm wafers) Chromatic Confocal Profilometry may be a better fit.
What is the minimum feature size you can measure reliably?
This technique is best for features larger than ~5 µm laterally and vertically. For finer detail, we recommend White Light Interferometry (WLI) or Laser Confocal Scanning Microscopy (LCSM).
Can this technique examine how my part deviates from my CAD drawing?
Yes, this instrument is well-designed to compare the 3D surface of your part to your CAD drawing. We can use this to highlight the major differences and measure critical dimensions.
Can this technique measure transparent or reflective surfaces?
This method relies on diffuse reflection from the surface, so it is not ideal for very transparent or mirrored surfaces. If this presents an issue with data collection, workarounds include spray coatings or alternate instruments.

Resources